







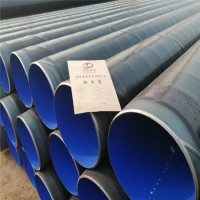
 大口径涂塑钢管
大口径涂塑钢管
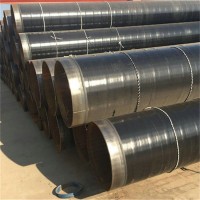
 加强级3PE防腐钢管
加强级3PE防腐钢管
 钢套钢保温钢管
钢套钢保温钢管
 3PE防腐钢管
3PE防腐钢管
 聚氨酯发泡保温钢管
聚氨酯发泡保温钢管
 3pe防腐螺旋钢管
3pe防腐螺旋钢管
 供水用3pe防腐钢管
供水用3pe防腐钢管
 玻璃钢防腐钢管
玻璃钢防腐钢管
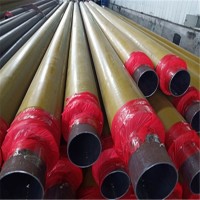 黄夹克保温钢管
黄夹克保温钢管
 消防用涂塑钢管
消防用涂塑钢管
涂塑钢管,工件钢管预热后,内涂扣上EP粉末,进入表干炉。加热温度预热温度为200℃,表干温度为200℃。钢管内涂时支承点在钢管外表面,等内涂粉末表干后,内表面层硬化,再进行外涂。外涂支承点在已硬化的钢管内面,从而达到钢管内外没有工艺支点。然后,整根钢管进入固化炉固化,固化温度为200℃,完成整个涂装工艺。生产内PE,外EP涂塑钢管时。工件钢管预热300℃,进行内扣PE粉,表干温度为200℃,也正好是钢管外涂EP粉的预热温度,表干后的钢管进行外涂EP,固化,完成整个涂装工艺。涂塑钢管时,三段式炉体不用启动固化炉。钢管预热300℃,进入流化床外涂,内喷枪同时内涂系统。内外涂装后的钢管,直接架在链条上,使钢管外表面形成支点。由于PE粉末在硬化后,发生的是物体变化,没有变性。